12 مدل کرکره برقی تیغه غضروفی





انتخاب ضخامت پروفیل و شکل مفصل های متحرک تعیین می کند تیغه غضروفی هنگام پیچیدن روی شفت, زیر فشار باد و در استفاده مداوم چقدر پایدار بماند. کرکره برقی تیغه غضروفی از قطعات باریک و پیوسته ای ساخته می شود که به کمک اتصال های مفصلی در کنار هم حرکت می کنند و به همین دلیل, کیفیت محل درگیری تیغه ها مستقیماً بر صدا, انعطاف و دوام پرده اثر دارد. 12 مدل قابل اجرا می تواند شامل نمونه آلومینیومی سبک, فولادی مقاوم, گالوانیزه, رنگی, طرح چوب, پانچ دار, مشبک, تقویت شده, کم صدا, ضدباد, ترکیبی و مناسب دهانه عریض باشد. تفاوت این مدل ها فقط در ظاهر دیده نمی شود؛ ضخامت جداره, وزن واحد سطح, شعاع خم, نوع قفل, عمق ریل و ظرفیت موتور نیز تغییر می کند. کرکره برقی تیغه غضروفی برای فروشگاه, پارکینگ, انبار, ورودی ساختمان و فضایی مناسب است که جمع شدن فشرده پرده و حرکت منعطف اهمیت دارد. انتخاب تیغه بسیار سبک, ریل نامتناسب یا موتور کم توان می تواند موجب باز شدن مفصل, حرکت مارپیچی و فرسایش زودهنگام شود. معیار خرید باید از ابعاد دهانه, تعداد تردد, شرایط باد, جنس تیغه و فضای رول آغاز گردد. قیمت نهایی نیز به متریال, موتور, شفت, پوشش و جزئیات اجرا وابسته است. سازه سنتر با هماهنکی مشخصات فنی, سفارش را با شرایط واقعی بهره برداری تطبیق می دهد.
| موضوع | توضیح | نکته انتخاب |
|---|---|---|
| جنس تیغه غضروفی | جنس آلومینیومی, فولادی یا گالوانیزه بر وزن پرده, مقاومت ضربه ای, انعطاف مفصل ها و دوام سطح اثر مستقیم دارد. | متریال باید همراه با عرض دهانه و میزان تردد انتخاب شود. |
| هندسه مفصل | شکل محل درگیری تیغه ها تعیین می کند قطعات هنگام رول شدن چه میزان آزادی حرکت داشته باشند و در حالت بسته چقدر پایدار بمانند. | مفصل نباید بیش ازحد خشک یا دارای لقی و صدای اضافی باشد. |
| ضخامت پروفیل | ضخامت جداره بر سختی تیغه, مقاومت در برابر فشار و وزن نهایی پرده اثر می گذارد و ظرفیت موتور را تغییر می دهد. | ضخامت بیشتر فقط پس از محاسبه وزن کامل پرده انتخاب گردد. |
| شعاع رول | انعطاف تیغه غضروفی و قطر شفت مشخص می کنند پرده با چه شعاعی جمع شود و آیا مفصل ها بدون فشار اضافی حرکت می کنند. | فضای بالای دهانه باید با قطر واقعی رول هماهنگ باشد. |
| نوع موتور | موتور توبلار یا ساید باید گشتاور لازم برای حرکت تیغه ها, تیغه انتهایی و اصطکاک ریل را در سیکل کاری تأمین کند. | نوع موتور بر پایه وزن, ارتفاع و دفعات استفاده تعیین شود. |
| ریل جانبی | ریل عمیق و موازی, لبه پرده را مهار می کند و از پیچش, لرزش یا خروج تیغه های مفصلی از مسیر جلوگیری می نماید. | فاصله داخلی ریل نباید بسیار تنگ یا بیش ازحد آزاد باشد. |
| پوشش سطح | رنگ کوره ای یا پوشش گالوانیزه از متریال در برابر رطوبت, تابش, خراش و آلودگی محیطی محافظت می کند. | کیفیت پوشش در لبه ها و محل اتصال تیغه ها کنترل شود. |
| ایمنی حرکت | فتوسل, لبه حساس, فلاشر و تنظیم دقیق لیمیت احتمال برخورد پرده با افراد, خودرو یا تجهیزات را کاهش می دهند. | تجهیزات ایمنی با نوع کاربری و سرعت حرکت هماهنگ شوند. |
| نگهداری مفصل ها | پاک سازی ریل و بررسی لقی, صدا و هم راستایی تیغه ها از گسترش سایش و خرابی اتصال های غضروفی جلوگیری می کند. | هر تغییر در صدای حرکت یا شکل رول سریع عیب یابی شود. |












کاربرد و رفتار حرکتی 12 مدل کرکره تیغه غضروفی
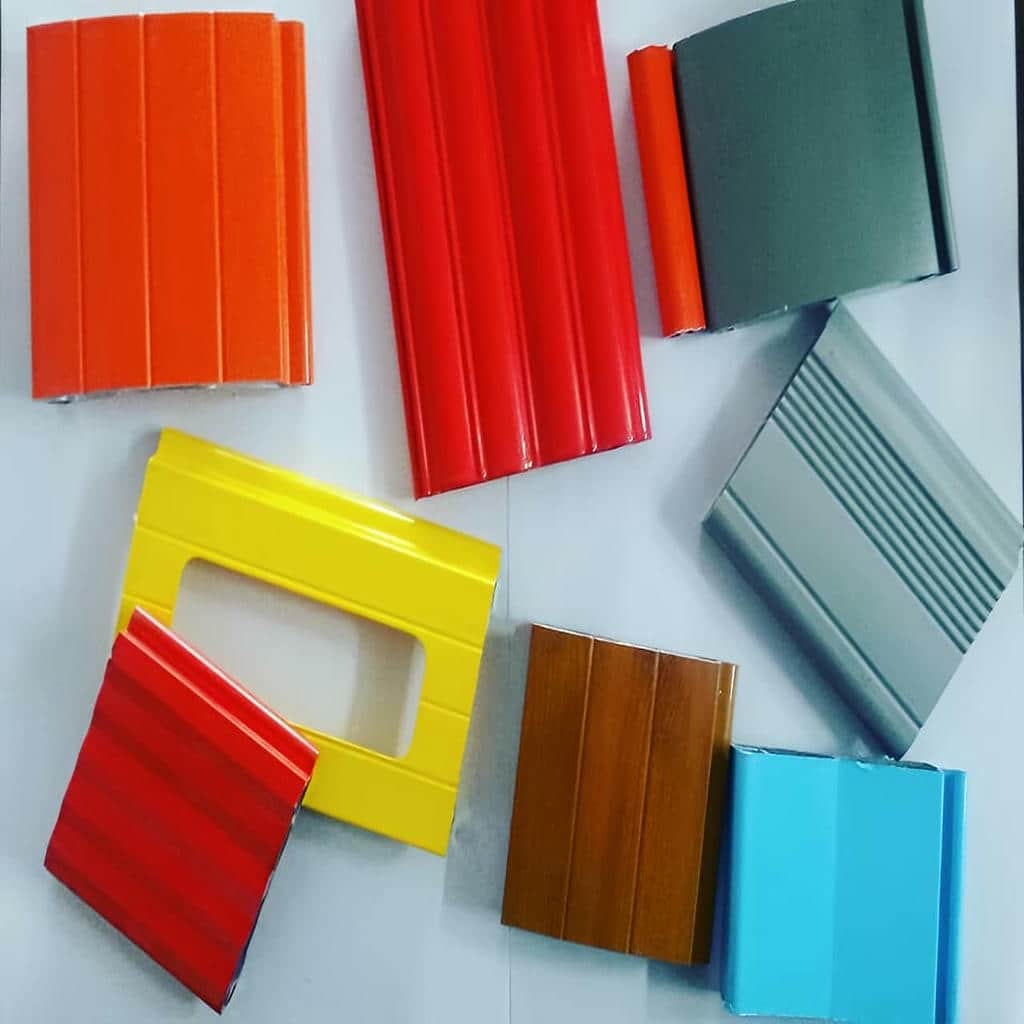
تیغه غضروفی به دلیل اتصال مفصلی قطعات, هنگام جمع شدن انحنای کنترل شده ای ایجاد می کند و می تواند روی شفت با قطر متناسب حرکت کند. مدل های مختلف این کرکره برای ایجاد تعادل میان وزن, سختی, ظاهر و شعاع رول ساخته می شوند. نمونه آلومینیومی برای پرده سبک تر مناسب است, مدل فولادی مقاومت بیشتری ایجاد می کند و تیغه پانچ دار بخشی از نور و جریان هوا را عبور می دهد. طرح تقویت شده یا ضدباد نیز برای دهانه ای بررسی می شود که فشار جانبی بیشتری دارد. تغییر جنس یا ضخامت, رفتار مفصل ها و وزن پرده را تغییر می دهد و در نتیجه موتور, شفت و ریل باید دوباره محاسبه شوند. انتخاب مدل مناسب زمانی دقیق است که انعطاف تیغه با شرایط بهره برداری و سطح مقاومت مورد انتظار هماهنگ باشد.
مدل آلومینیومی برای حرکت سبک و منظم
تیغه غضروفی آلومینیومی به دلیل وزن کمتر, فشار محدودتری به موتور و شفت وارد می کند و برای دهانه های متوسط یا کاربری هایی با تردد روزانه مناسب است. کیفیت آلیاژ باید به گونه ای باشد که تیغه در محل اتصال بیش ازحد نرم یا شکننده نشود. یکنواختی ضخامت و صافی پروفیل نیز اهمیت دارد, زیرا هر انحراف در طول تیغه هنگام جمع شدن به حرکت مارپیچی رول منجر می شود. سطح آلومینیوم می تواند با رنگ کوره ای پوشانده شود تا ظاهر آن با نما هماهنگ بماند.
وزن کم نباید با ضعف مقطع اشتباه گرفته شود. تیغه بسیار سبک ممکن است در دهانه عریض زیر فشار باد تغییر شکل دهد یا داخل ریل لرزش ایجاد کند. برای کنترل این مسئله باید عمق ریل, فاصله آزاد پرده و ضخامت پروفیل بررسی شوند. در مدل آلومینیومی, موتور توبلار برای وزن های پایین تر قابل استفاده است, اما تعداد سیکل و ارتفاع حرکت همچنان باید محاسبه گردد. انتخاب درست باعث می شود حرکت نرم باقی بماند و مفصل ها در اثر شروع و توقف ناگهانی تحت ضربه قرار نگیرند.
مدل فولادی برای مقاومت مکانیکی بیشتر
تیغه غضروفی فولادی برای فضایی کاربرد دارد که مقاومت در برابر ضربه, فشار یا دست کاری اهمیت بیشتری دارد. گرید فولاد, ضخامت ورق و شکل مفصل تعیین می کنند تیغه چه مقدار بار را بدون خم شدن یا باز شدن اتصال تحمل کند. وزن بیشتر این مدل باعث می شود انتخاب موتور ساید, شفت مقاوم و یاتاقان دقیق اهمیت بیشتری پیدا کند. پوشش گالوانیزه یا رنگ مناسب نیز باید سطح فولاد را در برابر رطوبت و آلودگی محافظت نماید.
افزایش ضخامت بدون هماهنگی با شعاع رول می تواند مفصل ها را هنگام جمع شدن تحت فشار قرار دهد. تیغه فولادی باید بتواند روی قطر شفت طراحی شده حرکت کند و پس از باز شدن دوباره در امتداد مستقیم قرار گیرد. اگر مفصل بسیار خشک باشد, موتور برای خم کردن پرده گشتاور بیشتری مصرف می کند و اگر لقی زیاد باشد, صدا و ضربه ایجاد می شود. به همین دلیل, نمونه فولادی باید پیش از نصب در چند سیکل آزمایشی بررسی شود تا حرکت اتصال ها و شکل رول تأیید گردد.
مدل پانچ دار و ترکیبی برای نور و تهویه
تیغه غضروفی پانچ دار دارای بازشوهای منظم است و برای فروشگاه, پارکینگ یا فضایی مناسب است که عبور بخشی از نور و هوا لازم باشد. ابعاد و محل پانچ نباید مفصل یا ناحیه خم شونده تیغه را تضعیف کند. لبه سوراخ ها باید صاف و دارای پوشش محافظ باشند تا خراش یا خوردگی از همان نقطه آغاز نشود. مدل پانچ دار می تواند در تمام پرده یا فقط در چند ردیف میانی اجرا شود تا بخش پایین مقاومت بیشتری داشته باشد.
در مدل ترکیبی, تیغه غضروفی با تیغه بسته, شفاف یا پروفیل متفاوت همراه می شود. این ترکیب امکان می دهد قسمت پایین پرده مقاوم تر و بخش میانی دارای دید یا تهویه باشد. تفاوت وزن و شعاع خم دو متریال باید در طراحی اتصال میان آن ها کنترل شود. اگر بخش ها هنگام رول شدن روی یکدیگر فشار بیاورند, مفصل ها و قفل ها آسیب می بینند. اجرای مناسب زمانی حاصل می شود که وزن کل, ترتیب تیغه ها و قطر شفت پیش از تولید مشخص شده باشند.
- مدل آلومینیومی برای پرده سبک تر و حرکت روان مناسب است.
- مدل فولادی به موتور, شفت و ریل مقاوم تری نیاز دارد.
- طرح پانچ دار باید بدون تضعیف محل مفصل تولید شود.
- مدل ترکیبی به کنترل اختلاف وزن و شعاع خم نیاز دارد.
- جنس تیغه باید با فشار باد و تعداد تردد هماهنگ گردد.

ساختار مفصلی و کیفیت اجزای تیغه غضروفی
عملکرد تیغه غضروفی از ارتباط دقیق میان پروفیل های متوالی و مفصل هایی به دست می آید که هم حرکت چرخشی و هم پایداری خطی را فراهم می کنند. هر تیغه باید هنگام ورود به رول حول محل اتصال حرکت کند و پس از باز شدن, بدون موج در کنار تیغه بعدی قرار گیرد. اگر هندسه قفل, ضخامت جداره یا لقی اتصال یکنواخت نباشد, بخشی از پرده سریع تر خم می شود و رول شکل نامنظمی پیدا می کند. کیفیت ساخت فقط از روی سطح ظاهری قابل تشخیص نیست و باید مقطع, وزن, درگیری مفصل, پوشش و صافی طولی نیز بررسی شوند. موتور و شفت نیز باید با مقاومت خمشی اتصال ها هماهنگ باشند تا حرکت پرده با نیروی کنترل شده انجام شود.
هندسه قفل و آزادی حرکت مفصل ها
محل اتصال تیغه ها باید به اندازه کافی بسته باشد تا در حالت پایین از جدا شدن یا ایجاد فاصله جلوگیری کند و هم زمان آزادی لازم برای پیچیدن روی شفت را حفظ نماید. شعاع داخلی قفل, ضخامت لبه و میزان درگیری بر رفتار مفصل اثر می گذارند. اتصال بسیار تنگ هنگام رول شدن اصطکاک ایجاد می کند و اتصال بسیار آزاد باعث صدا, لرزش و جابه جایی جانبی می شود. کنترل ابعادی باید در تمام طول شاخه انجام گیرد تا قفل در یک قسمت سفت و در بخش دیگر شل نباشد.
مفصل سالم پس از چند بار باز و بسته شدن نباید تغییر فرم دهد یا پلیسه ایجاد کند. لبه تیز می تواند پوشش سطح یا تیغه مجاور را خراش دهد و ذرات تولیدشده داخل ریل جمع شوند. برای ارزیابی عملکرد, چند تیغه به یکدیگر متصل می شوند و روی شعاع مشابه شفت خم خواهند شد. این آزمون نشان می دهد آیا اتصال بدون گیر حرکت می کند و پس از باز شدن به خط مستقیم بازمی گردد یا خیر. نتیجه این بررسی بر انتخاب قطر شفت و موتور اثر دارد.
ضخامت جداره و مقاومت پروفیل
ضخامت جداره بر سختی تیغه و مقاومت آن در برابر فشار موضعی اثر مستقیم دارد. پروفیل بسیار نازک ممکن است در اثر برخورد, فشار ریل یا دست کاری تغییر شکل دهد و مفصل را از راستای اصلی خارج کند. افزایش ضخامت نیز وزن پرده را بیشتر می کند و به موتور و شفت قوی تری نیاز دارد. ضخامت باید در امتداد مقطع یکنواخت باشد, زیرا ناحیه نازک می تواند به نقطه شروع خمش یا پارگی تبدیل شود.
هندسه پروفیل در کنار ضخامت اهمیت دارد. خم ها, لبه های تقویتی و شکل بسته مقطع می توانند سختی را بدون افزایش بیش ازحد وزن بالا ببرند. دو تیغه با وزن مشابه ممکن است به دلیل طراحی متفاوت رفتار مکانیکی یکسانی نداشته باشند. برای مقایسه, وزن واحد سطح, ضخامت واقعی, ارتفاع مقطع و شکل قفل باید هم زمان بررسی شوند. انتخاب بر اساس ظاهر یا نام مدل به تنهایی نمی تواند دوام تیغه را در دهانه واقعی مشخص کند.
پوشش سطح و دوام در محیط بهره برداری
رنگ کوره ای روی تیغه آلومینیومی یا فولادی, سطح را در برابر رطوبت, آلودگی و تماس روزانه محافظت می کند. چسبندگی رنگ به تمیزی و آماده سازی متریال وابسته است. تجمع پوشش در محل مفصل می تواند آزادی حرکت را کاهش دهد و پس از چند سیکل باعث سایش شود. ضخامت رنگ باید یکنواخت باشد و لبه های تیغه نیز بدون شره یا برآمدگی باقی بمانند تا داخل ریل گیر ایجاد نکنند.
در تیغه فولادی, پوشش گالوانیزه نقش مهمی در کنترل خوردگی دارد. محل برش, سوراخ کاری یا اصلاح پروفیل باید پس از تولید دوباره محافظت شود. برای تمیزکاری سطح نیز استفاده از پارچه نرم و شوینده ملایم مناسب تر از مواد ساینده است. خراش عمیق, پوسته شدن رنگ یا شروع زنگ زدگی باید در مراحل اولیه ترمیم شود. نگهداری پوشش فقط ظاهر را حفظ نمی کند, بلکه از نازک شدن تدریجی لبه و ضعیف شدن مفصل ها جلوگیری می نماید.
- قفل تیغه ها از نظر لقی و آزادی حرکت کنترل شود.
- نمونه مفصل روی شعاع واقعی شفت آزمایش گردد.
- ضخامت جداره در تمام مقطع یکنواخت باشد.
- وزن واحد سطح همراه با هندسه پروفیل بررسی شود.
- رنگ و پوشش در محل مفصل مانع حرکت تیغه نشوند.
اندازه گیری و نصب اجرایی کرکره تیغه غضروفی
نصب دقیق تعیین می کند انعطاف تیغه غضروفی به حرکت روان تبدیل شود یا به دلیل فشار جانبی موجب سایش مفصل ها گردد. عرض دهانه باید در بالا, میانه و پایین اندازه گیری شود تا اختلاف قاب یا ستون ها مشخص گردد. ارتفاع مفید, فضای رول, محل موتور, مسیر کابل و دسترسی تعمیر نیز پیش از ساخت ثبت می شوند. وزن پرده و شعاع خم تیغه, قطر شفت و نوع موتور را تعیین می کنند. در اجرا, شفت باید افقی و ریل ها در تمام ارتفاع موازی باشند. هر انحراف باعث می شود تیغه های مفصلی در یک سمت فشرده و در سمت دیگر کشیده شوند. تنظیم لیمیت و آزمون چند سیکل کامل نیز برای کنترل صدا, تراز و دمای موتور ضروری است.
برداشت ابعاد و محاسبه فضای رول
ابعاد ساخت با اندازه خام دهانه یکسان نیست, زیرا ریل ها, صفحات جانبی و فاصله آزاد حرکت بخشی از عرض را اشغال می کنند. اگر ستون ها شاقول نباشند, نصب ریل بدون اصلاح قاب باعث تغییر فاصله داخلی در طول مسیر می شود. تیغه غضروفی به دلیل مفصل های متوالی نسبت به فشار جانبی حساس است و تنگ شدن موضعی ریل می تواند اتصال ها را دچار سایش کند. نوع نصب داخل دهانه یا روی قاب نیز باید پیش از تولید نهایی مشخص شود.
ارتفاع پرده, ضخامت تیغه و شعاع خم, قطر رول جمع شده را تعیین می کنند. فضای بالای دهانه باید برای رول, شفت, بست ها و پوشش محافظ کافی باشد و امکان دسترسی سرویس را نیز حفظ کند. در موتور ساید, فضای جانبی برای گیربکس و زنجیر لازم است و در موتور توبلار باید دریچه خروج موتور پیش بینی شود. تداخل با سقف, تابلو یا تأسیسات می تواند قطر مجاز رول را محدود کند و باید پیش از سفارش شناسایی گردد.

تراز شفت و کنترل شکل پیچیدن پرده
شفت باید روی یاتاقان های هم ارتفاع قرار گیرد و زیر وزن پرده خمش محسوس نداشته باشد. پیش از اتصال کامل تیغه ها, دوران بدون بار انجام می شود تا راستای محور, صدای یاتاقان و جهت موتور بررسی گردد. بست های اتصال پرده به شفت باید بار را در چند نقطه پخش کنند. اگر وزن در بخش محدودی متمرکز شود, نخستین ردیف تیغه ها تحت کشش قرار می گیرد و رول به صورت نامتقارن شکل می گیرد.
پس از نصب پرده, چند حرکت کوتاه انجام می شود و شکل قرار گرفتن تیغه ها روی شفت بررسی خواهد شد. حرکت مخروطی, تجمع تیغه در یک سمت یا صدای ضربه نشان دهنده تراز نبودن محور, اختلاف ریل یا مشکل در مفصل ها است. ادامه کار در این وضعیت می تواند لبه تیغه ها را خراب کند. رول صحیح باید در تمام عرض لایه های منظم داشته باشد و پس از پایین آمدن, پرده بدون موج یا کشیدگی جانبی در مسیر قرار گیرد.
اجرای ریل و تنظیم مدار فرمان
ریل ها ابتدا به صورت موقت مهار می شوند تا فاصله داخلی آن ها با عرض پرده کنترل شود. تیغه نباید داخل ریل تحت فشار باشد و در عین حال لقی جانبی زیاد نیز مناسب نیست. نوار مویی یا قطعه پلیمری داخل ریل, تماس سخت و صدای حرکت را کاهش می دهد. پس از چند سیکل آزمایشی, پیچ ها به صورت نهایی محکم می شوند. زیرسازی باید توان تحمل فشار ریل و وزن تجهیزات را داشته باشد.
حد پایین موتور باید پرده را تا سطح بسته شدن هدایت کند, اما نباید تیغه ها را با فشار به کف بفشارد. حد بالا نیز باید پیش از ورود بیش ازحد تیغه انتهایی به رول فعال شود. فتوسل, لبه حساس و فلاشر باید به صورت عملی آزمایش شوند. در صورت قطع برق نیز روش خلاص کردن موتور یا استفاده از برق اضطراری باید بدون آسیب به گیربکس مشخص باشد. تحویل فنی فقط پس از تأیید عملکرد همه مسیرهای کنترل انجام می شود.
- دهانه در چند ارتفاع اندازه گیری و انحراف قاب اصلاح شود.
- فضای رول با شعاع خم واقعی تیغه هماهنگ گردد.
- شفت پیش از اتصال کامل پرده از نظر تراز کنترل شود.
- شکل رول در چند حرکت کوتاه بررسی گردد.
- ریل ها پس از آزمون حرکت به صورت نهایی مهار شوند.
- لیمیت و تجهیزات ایمنی با آزمون واقعی تنظیم گردند.

قیمت, سفارش و خدمات سازه سنتر برای تیغه غضروفی
قیمت کرکره برقی تیغه غضروفی از ترکیب جنس پروفیل, هندسه مفصل, وزن پرده و تجهیزات حرکتی شکل می گیرد. تیغه آلومینیومی, فولادی یا گالوانیزه از نظر فرآیند تولید, پوشش و وزن تفاوت دارد. ضخامت جداره و نوع قفل نیز بر مقاومت و شعاع رول اثر می گذارند و در نتیجه قطر شفت و ظرفیت موتور تغییر می کند. رنگ کوره ای, پانچ کاری, طرح سفارشی, فتوسل, برق اضطراری و تابلو فرمان بخش های دیگری از سفارش هستند. وضعیت زیرسازی, ارتفاع نصب و نیاز به قاب فلزی نیز دامنه اجرا را مشخص می کنند. سازه سنتر پیش از ثبت نهایی, ابعاد, تردد, شرایط باد و فضای سرویس را بررسی می کند تا انتخاب یک قطعه سبک یا ارزان تر به خرابی مفصل ها و فشار موتور منجر نشود.
عوامل فنی مؤثر بر قیمت نهایی
جنس تیغه یکی از عوامل اصلی است, اما قیمت فقط با نام آلومینیومی یا فولادی مشخص نمی شود. ضخامت جداره, وزن واحد سطح, دقت پروفیل و کیفیت مفصل نیز اهمیت دارند. تیغه تقویت شده, پانچ دار یا دارای پوشش ویژه مراحل تولید متفاوتی دارد. افزایش وزن پرده به موتور پرظرفیت تر, شفت مقاوم تر و یاتاقان مناسب تر نیاز خواهد داشت. به همین دلیل, کاهش هزینه تیغه بدون بررسی تجهیزات جانبی می تواند تعادل فنی مجموعه را برهم بزند.
شرایط نصب نیز هزینه اجرا را تغییر می دهد. قاب تراز و برق آماده, روند نصب را ساده تر می کند؛ در مقابل, اصلاح ستون, ساخت پروفیل زیرکار, جابه جایی تأسیسات یا پوشاندن رول عملیات بیشتری می طلبد. تعداد ریموت, نوع مدار فرمان و تجهیزات ایمنی نیز با کاربری هماهنگ می شوند. مقایسه پیشنهادها زمانی دقیق است که جنس تیغه, وزن, نوع موتور, قطر شفت, عمق ریل و دامنه خدمات در همه گزینه ها به صورت روشن ثبت شده باشند.
مراحل سفارش و کنترل ساخت
ثبت سفارش با اعلام عرض و ارتفاع دهانه, نوع کاربری, تعداد تردد و شرایط محیطی آغاز می شود. سپس جنس تیغه, ضخامت, مدل ظاهری, رنگ و سطح مقاومت تعیین خواهند شد. پس از اندازه گیری نهایی, وزن پرده و قطر رول محاسبه می شود تا موتور, شفت و ریل متناسب انتخاب شوند. محل موتور, تابلو فرمان, تجهیزات ایمنی و روش باز شدن در قطع برق نیز باید در برگه مشخصات فنی سفارش ثبت گردند.
در کنترل سفارش سازه سنتر, پروفیل ها از نظر صافی, ضخامت و یکنواختی قفل بررسی می شوند. چند تیغه به یکدیگر متصل خواهند شد تا حرکت مفصل روی شعاع شفت آزمایش شود. کیفیت رنگ, سلامت لبه و نبود پلیسه نیز پیش از مونتاژ کنترل می گردد. بسته بندی باید از خراش سطح, له شدن قفل و تغییر شکل پروفیل جلوگیری کند. موتور, سنسورها و متعلقات نیز جداگانه محافظت می شوند تا هنگام ارسال آسیب نبینند.
نگهداری و تعمیر مفصل های متحرک
نگهداری تیغه غضروفی با پاک سازی ریل و مشاهده رفتار پرده آغاز می شود. گردوغبار, شن یا جسم خارجی داخل ریل می تواند لبه تیغه را تحت فشار قرار دهد و حرکت مفصل ها را نامنظم کند. سطح رنگ شده باید با شوینده ملایم و پارچه نرم تمیز شود. روغن کاری بدون تشخیص فنی مناسب نیست, زیرا روان کار نامتناسب ممکن است آلودگی را جذب کند یا روی پوشش سطح اثر بگذارد.
صدای تق تق, حرکت مارپیچی, افزایش لقی یا گیرکردن در میانه مسیر نشانه نیاز به عیب یابی است. تعمیر می تواند شامل اصلاح ریل, تعویض تیغه آسیب دیده, تنظیم شفت یا بازتنظیم موتور باشد. ادامه استفاده از مفصل تغییرشکل یافته فشار را به تیغه های مجاور منتقل می کند. سرویس دوره ای یاتاقان, لیمیت, بست های شفت و تجهیزات ایمنی کمک می کند خرابی محدود پیش از توقف کامل مجموعه شناسایی و رفع شود.
- قیمت با مشخصات کامل تیغه, مفصل و تجهیزات مقایسه شود.
- وزن پرده و شعاع رول پیش از انتخاب موتور محاسبه گردند.
- جنس, ضخامت و پوشش در برگه سفارش ثبت شوند.
- قفل تیغه ها پیش از ارسال روی شفت آزمایش گردد.
- ریل و مفصل ها به صورت دوره ای بررسی شوند.
- صدا یا حرکت مارپیچی در مراحل اولیه تعمیر شود.


تیغه غضروفی از قطعاتی با اتصال مفصلی ساخته می شود که هنگام جمع شدن آزادی چرخش بیشتری دارند. این ساختار می تواند رول فشرده تر و حرکت منعطف تری ایجاد کند, اما کیفیت قفل ها اهمیت زیادی دارد. تیغه معمولی نیز مفصل دارد, ولی شکل مقطع و شعاع حرکت آن ممکن است متفاوت باشد. انتخاب میان آن ها باید بر اساس وزن, قطر شفت, عرض دهانه و سطح مقاومت انجام شود.
برای دهانه عریض باید تیغه تقویت شده با ضخامت و هندسه مناسب بررسی شود. انتخاب فقط بر اساس جنس کافی نیست و وزن واحد سطح, فشار باد, عمق ریل و خمش شفت نیز اهمیت دارند. مدل فولادی یا آلومینیومی تقویت شده می تواند مناسب باشد, به شرط آنکه موتور, شفت و زیرسازی متناسب انتخاب شوند. محاسبه فنی از حرکت کج و باز شدن مفصل ها جلوگیری می کند.
قیمت به ابعاد دهانه, جنس تیغه, ضخامت پروفیل, نوع پوشش, وزن پرده, موتور, شفت و ریل وابسته است. پانچ کاری, رنگ سفارشی و تجهیزات ایمنی نیز دامنه سفارش را تغییر می دهند. شرایط زیرسازی و ارتفاع نصب بخش دیگری از هزینه اجرا هستند. برای مقایسه صحیح باید مشخصات فنی گزینه ها یکسان باشند؛ زیرا تیغه سبک یا موتور ضعیف ممکن است هزینه تعمیر بیشتری ایجاد کند.
عرض و ارتفاع دهانه, نوع کاربری, تعداد دفعات حرکت, شرایط باد, جنس مورد نظر و فضای بالای ورودی اطلاعات پایه هستند. محل موتور, نوع برق, رنگ, فتوسل و روش باز شدن اضطراری نیز باید مشخص شوند. اندازه گیری اولیه برای برآورد مفید است, اما تولید نهایی بهتر است پس از کنترل قاب و ثبت ابعاد دقیق انجام شود تا ریل, شفت و پرده هماهنگ باشند.
ریل ناموازی یا شفت کج باعث می شود یک سمت پرده بیشتر کشیده شود و مفصل ها تحت فشار نامتقارن قرار گیرند. ریل تنگ نیز لبه تیغه را می ساید و حرکت اتصال را محدود می کند. تنظیم اشتباه حد توقف ممکن است پرده را در کف فشرده یا در بالا تحت کشش قرار دهد. این خطاها به صدا, لقی و باز شدن تدریجی اتصال ها منجر می شوند.
صدای ضربه, حرکت مارپیچی, گیرکردن, افت سرعت یا تغییر فاصله میان تیغه ها نشانه نیاز به بررسی است. مشکل ممکن است از مفصل, ریل, شفت, کپس, موتور یا تنظیم لیمیت ناشی شود. تعویض موتور بدون کنترل مسیر حرکت همیشه راه حل درستی نیست. عیب یابی باید از وضعیت رول و ریل آغاز شود تا علت اصلی پیش از آسیب دیدن تیغه های بیشتر برطرف گردد.
جمع بندی
کرکره برقی تیغه غضروفی باید بر اساس هماهنگی میان انعطاف مفصل, مقاومت پروفیل و توان تجهیزات حرکتی انتخاب شود؛ زیرا تیغه مناسب بدون شفت و ریل دقیق, حرکت پایداری ایجاد نمی کند. 12 مدل آلومینیومی, فولادی, گالوانیزه, رنگی, طرح چوب, پانچ دار, مشبک, تقویت شده, کم صدا, ضدباد, ترکیبی و دهانه عریض از نظر وزن, شعاع خم و کاربرد تفاوت دارند. هندسه قفل, ضخامت جداره, عمق ریل و قطر شفت باید همراه با تعداد سیکل کاری بررسی شوند. در نصب نیز تراز محور, شکل رول, موازی بودن ریل ها و تنظیم لیمیت بر عمر مفصل ها اثر مستقیم دارند. نگهداری منظم و رسیدگی سریع به صدا, لقی یا حرکت مارپیچی از گسترش خرابی جلوگیری می کند. سازه سنتر با برسی ابعاد, نوع کاربری, شرایط باد و فضای نصب, مشخصات هماهنگ سفارش را تعیین می نماید. برای دریافت مشاوره تخصصی, ثبت سفارش و استعلام قیمت روز, اطلاعات دهانه و مدل مورد نظر را دقیق ارائه دهید تا انتخاب متریال و تجهیزات بر پایه محاسبه فنی انجام شود.